Además, los resultados muestran una reducción de las tasas de desgaste en torno al 35% para las punteras ME Elecmetal, en comparación con el diseño original, permitiendo pasar de 3 a 2 mantenciones al año.
ME Elecmetal identificó la necesidad de uno de sus clientes por optimizar el tiempo de vida de los revestimientos en los molinos verticales 1250, que operan en la planta concentradora de dicho cliente. En los últimos años, estos revestimientos habían otorgado una duración de alrededor de 3.000 horas efectivas de operación por campaña, lo cual en la práctica representaba cuatro meses de operación.
Dado que la planta concentradora del cliente opera con un molino SAG que suministra la carga a los molinos verticales, resulta esencial tener en cuenta que el molino SAG requiere parar a los cuatro meses de operación producto de los mantenimientos por cambios de revestimientos de los molinos verticales. En ese contexto, la extensión de la vida útil de los revestimientos de los molinos verticales hasta seis meses se convierte en un objetivo crucial, ya que al lograrlo será posible sincronizar los intervalos de mantenimiento de la planta SAG con los de los molinos verticales, lo que a su vez se traducirá en un incremento significativo de la disponibilidad tanto de la planta de flotación, como de la principal línea productiva del cliente.
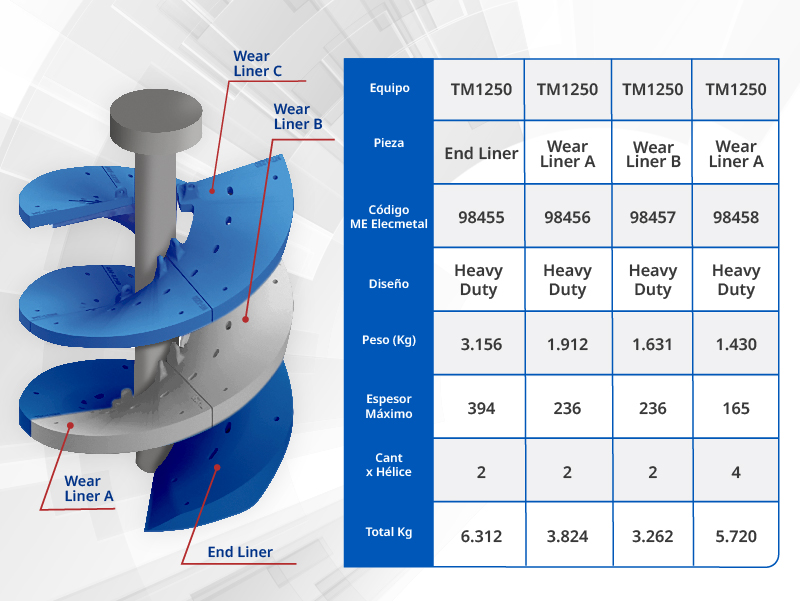
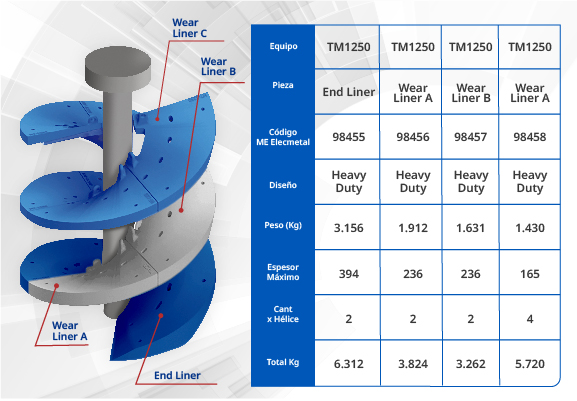
Durante los últimos años, en los molinos verticales TM1250 del cliente se utilizaban revestimientos con diseño estándar (original), con una configuración que consta de una pareja de End Liner con un espesor máximo de 318 mm, y cuatro parejas de Wear Liner superiores, todas iguales, con un espesor máximo de 185 mm.

Para lograr dar una solución al problema identificado, es decir, pasar de cuatro a seis meses de confiabilidad, ME Elecmetal propuso una prueba específica con el fin de evaluar los resultados tras implementar un cambio de revestimiento. Esta prueba consistió en la elaboración de un nuevo diseño de revestimientos, que consideró una distribución inteligente del espesor de los revestimientos y una aleación con mejor performance al desgaste.

La propuesta considera un diseño Heavy Duty, que incorpora redistribución de acero reforzando los revestimientos con mayor desgaste, tal como se presenta en la imagen.
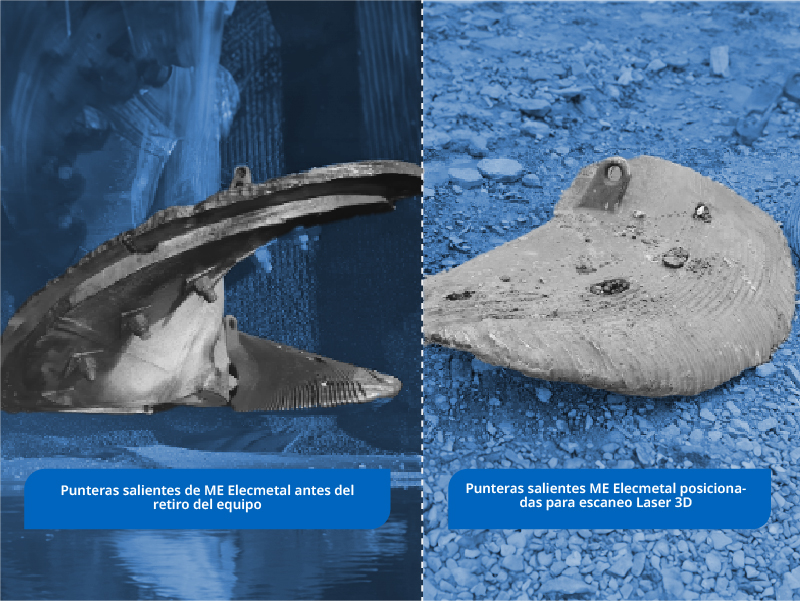
Al finalizar la campaña se posicionaron las piezas, para que el equipo de ME Elecmetal realizara los escaneos de los revestimientos salientes por medio de faro laser 3D. Las siguientes imágenes muestran el retiro de las piezas y su medición:
Al revisar las siguientes imágenes se evidencia claramente que los revestimientos tuvieron un menor desgaste que la campaña anterior, en la cual se utilizó diseño estándar.
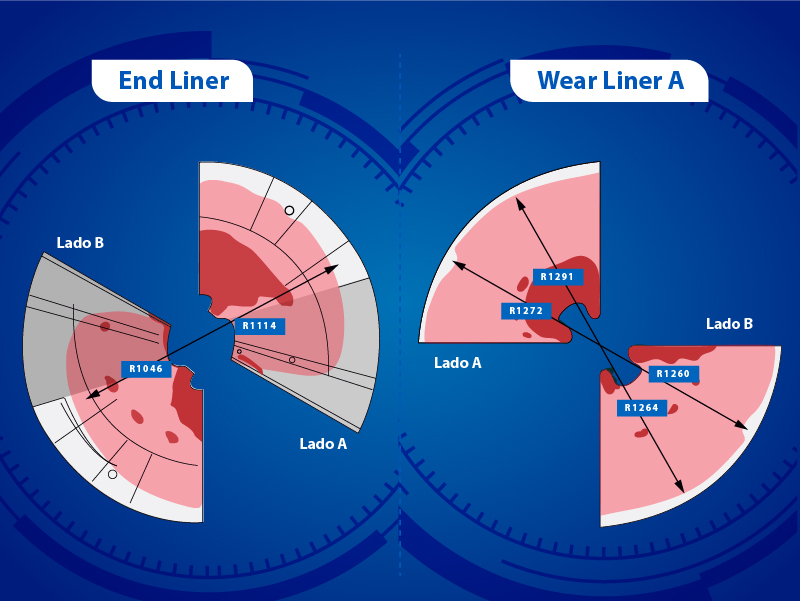
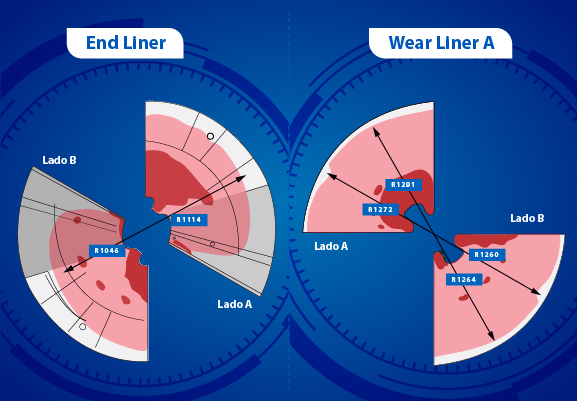
En cuanto a los resultados cuantitativos, considerando que el molino operó 3.860 horas efectivas, la siguiente tabla resumen los resultados de la prueba.
| Revestimiento | Radio nominal (mm) | Radio crítico gastado (mm) | Desgaste total (mm) | Tasa de desgaste (mm/hora) |
| End Liner Lado A | 1.353 | 1.114 | 239 | 0,062 |
| End Liner Lado B | 1.353 | 1.046 | 307 | 0,079 |
| Wear Liner A lado A | 1.353 | 1.260 | 93 | 0,024 |
| Wear Liner A lado B | 1.353 | 1.272 | 81 | 0,021 |
En general, todas las piezas logran resguardar el máximo desgaste permitido hacia el alabe de 1.000 mm en el radio crítico y pese a operar un 24% más de horas efectivas, el radio crítico con el que salieron las piezas fue un 5% mayor en la puntera que sufrió el mayor desgaste, quedando con un radio remanente crítico de 1.046 mm.
| Revestimiento | Puntera diseño estándar | Puntera Heavy Duty Lado A | Puntera Heavy Duty Lado B |
| Horas efectivas de operación (horas) | 3.110 | 3.860 (+24%) | 3.860 (+24%) |
| Radio inicial revestimiento (mm) | 1.353 | 1.353 | 1.353 |
| Radio máximo recomendado (mm) | 1.000 | 1.000 | 1.000 |
| Radio final de la campaña (mm) | 999 | 1.114 (+12%) | 1.046 (+5%) |
| Desgaste total (mm) | 354 | 239 | 307 |
| Tasa de desgaste (mm/hora) | 0,1138 | 0,0619 (-46%) | 0,0795 (-30%) |
Se desprenden los siguientes resultados:
De acuerdo con el desgaste que se generó en esta campaña y en base a una proyección lineal del mismo, se estima que las piezas podrían haber operado en torno a 4.500 horas efectivas, lo cual habría cumplido la ambiciosa meta de alcanzar un 50% más de duración efectiva de las piezas respecto de la situación anterior.


